






























-
1
-
2
-
3
-
4
-
5
-
6
-
7
-
8
-
9
-
10
-
11
-
12
-
13
-
14
-
15
-
16
-
17
-
18
-
19
-
20
-
21
-
22
-
23
-
24
-
25
-
26
해당 자료는 9페이지 까지만 미리보기를 제공합니다.
9페이지 이후부터 다운로드 후 확인할 수 있습니다.
9페이지 이후부터 다운로드 후 확인할 수 있습니다.




목차
1 . 요약
2.목표
3.계측
4.시스템 설정
5.최종 프로세스
-소모품 세트
-패드 조절 매개변수
-연마 매개변수
-최종 결과
6.요약
7.부록
-명명법
2.목표
3.계측
4.시스템 설정
5.최종 프로세스
-소모품 세트
-패드 조절 매개변수
-연마 매개변수
-최종 결과
6.요약
7.부록
-명명법
본문내용
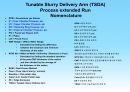
RPM = 분당 회전수
IC = 내부 챔버 압력, psi
UC = 상부 챔버 압력, psi
RR = 링 압력 유지, psi
EC = 외부 챔버 압력, psi
PSI = 평방 인치당 파운드
Pl = 플래튼
Lbf = 파운드 포스
WIW 범위 = 웨이퍼 범위 내
웨이퍼의 최대 두께와 최소 두께의 차이를 찾아 계산
WTW NU = 웨이퍼 간 균일성(제거 또는 사후)
CMP 후 웨이퍼 두께의 표준편차를 찾아 웨이퍼 두께의 평균으로 나누어 계산
BKM = 가장 잘 알려진 방법
유량 = 슬러리의 유속(mL/min)
기준선 = 평면 광택 단계
Ceter1,2,3= 중앙 폴란드어 단계
EE = 가장자리 제외
TSDA = 조정 가능한 슬러리 전달 암
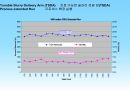
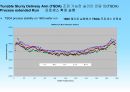
1600 웨이퍼 확장 실행을 기반으로 하는 TSDA(Tunable Slurry Delivery Arm)를 사용하여 공정 안정성 및 결함 성능 입증
PL1의 TSDA 및 PL2의 표준 슬러리 전달이 있는 플래튼 3의 2 플래튼 광택 및 Politex 버프
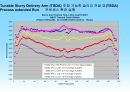
제거를 기반으로 한 공정 안정성 데이터
3mmEE에서 WTWNU 2.3%
WIWNU 5.6% at 3mmEE, "Center Slow profile" 기반 데이터
TSDA 공정은 표준 슬러리 전달 공정에 비해 제거율이 20% 더 낮습니다.
사후 결함을 기반으로 한 결함 성능 데이터
평균 SP1 일반 인시던트 >0.16um: 52
평균 SP1 경사 인시던트 >0.16um: 37
TSDA의 검증된 통합은 프로세스 성능 또는 소모품 세트에 부정적인 영향을 미치지 않습니다
더미 석영 웨이퍼
16 결함 모니터 웨이퍼
~15k PETEOS / Si
16 두께 모니터 웨이퍼
AMAT 상자 10-06
~10k TOX/Si
열파 Optiprobe 2600
담요 두께 모니터 웨이퍼
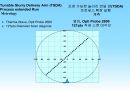
121 포인트 직경 스캔(3mm 가장자리 제외)
KLA-텐코 SP1
결함 모니터 웨이퍼
일반 _ 0.16um
사선_0.16um
조정 가능한 슬러리 전달 암(TSDA)
프로세스 확장 실행
계측
소모품 세트
패드 조절 매개변수
연마 매개변수
프로세스 결과
연마 패드
Rodel IC-1010 / Platen 1 및 2의 Suba IV 적층 패드
압반 3의 Rodel 양각 Politex 버핑 패드(RN-H)
슬러리
SS12
플래튼 1, 슬러리 라인 2, TSDA 위치 #3에 TSDA 설치
폴리싱 헤드
AEP 고정 링이 있는 200mm Titan 프로파일러
다이아몬드 디스크
3M 다이아몬드 디스크
조정 가능한 슬러리 전달 암(TSDA)
제거를 기반으로 한 공정 안정성 데이터
3mmEE에서 WTWNU 2.3%
WIWNU 5.5% at 3mmEE, "Center Slow profile" 기반 데이터
사후 결함을 기반으로 한 결함 성능 데이터
평균 SP1 일반 인시던트 >0.16um: 52
평균 SP1 경사 인시던트 >0.16um: 37
모니터 및 더미 웨이퍼 공정 상태
14초 패드 및 웨이퍼 헹굼 단계가 플래튼 1 및 2에 사용되었습니다
1600 웨이퍼 확장 실행을 기반으로 하는 TSDA(Tunable Slurry Delivery Arm)를 사용하여 공정 안정성 및 결함 성능 입증
100번째 웨이퍼마다 측정된 결함 및 두께 모니터링
제거를 기반으로 한 공정 안정성 데이터
3mmEE에서 WTWNU 2.3%
WIWNU 5.6% at 3mmEE, "Center Slow profile" 기반 데이터
TSDA 공정은 표준 슬러리 전달 공정에 비해 제거율이 20% 더 낮습니다.
사후 결함을 기반으로 한 결함 성능 데이터
평균 SP1 일반 인시던트 >0.16um: 52
평균 SP1 경사 인시던트 >0.16um: 37
IC = 내부 챔버 압력, psi
UC = 상부 챔버 압력, psi
RR = 링 압력 유지, psi
EC = 외부 챔버 압력, psi
PSI = 평방 인치당 파운드
Pl = 플래튼
Lbf = 파운드 포스
WIW 범위 = 웨이퍼 범위 내
웨이퍼의 최대 두께와 최소 두께의 차이를 찾아 계산
WTW NU = 웨이퍼 간 균일성(제거 또는 사후)
CMP 후 웨이퍼 두께의 표준편차를 찾아 웨이퍼 두께의 평균으로 나누어 계산
BKM = 가장 잘 알려진 방법
유량 = 슬러리의 유속(mL/min)
기준선 = 평면 광택 단계
Ceter1,2,3= 중앙 폴란드어 단계
EE = 가장자리 제외
TSDA = 조정 가능한 슬러리 전달 암
1600 웨이퍼 확장 실행을 기반으로 하는 TSDA(Tunable Slurry Delivery Arm)를 사용하여 공정 안정성 및 결함 성능 입증
PL1의 TSDA 및 PL2의 표준 슬러리 전달이 있는 플래튼 3의 2 플래튼 광택 및 Politex 버프
제거를 기반으로 한 공정 안정성 데이터
3mmEE에서 WTWNU 2.3%
WIWNU 5.6% at 3mmEE, "Center Slow profile" 기반 데이터
TSDA 공정은 표준 슬러리 전달 공정에 비해 제거율이 20% 더 낮습니다.
사후 결함을 기반으로 한 결함 성능 데이터
평균 SP1 일반 인시던트 >0.16um: 52
평균 SP1 경사 인시던트 >0.16um: 37
TSDA의 검증된 통합은 프로세스 성능 또는 소모품 세트에 부정적인 영향을 미치지 않습니다
더미 석영 웨이퍼
16 결함 모니터 웨이퍼
~15k PETEOS / Si
16 두께 모니터 웨이퍼
AMAT 상자 10-06
~10k TOX/Si
열파 Optiprobe 2600
담요 두께 모니터 웨이퍼
121 포인트 직경 스캔(3mm 가장자리 제외)
KLA-텐코 SP1
결함 모니터 웨이퍼
일반 _ 0.16um
사선_0.16um
조정 가능한 슬러리 전달 암(TSDA)
프로세스 확장 실행
계측
소모품 세트
패드 조절 매개변수
연마 매개변수
프로세스 결과
연마 패드
Rodel IC-1010 / Platen 1 및 2의 Suba IV 적층 패드
압반 3의 Rodel 양각 Politex 버핑 패드(RN-H)
슬러리
SS12
플래튼 1, 슬러리 라인 2, TSDA 위치 #3에 TSDA 설치
폴리싱 헤드
AEP 고정 링이 있는 200mm Titan 프로파일러
다이아몬드 디스크
3M 다이아몬드 디스크
조정 가능한 슬러리 전달 암(TSDA)
제거를 기반으로 한 공정 안정성 데이터
3mmEE에서 WTWNU 2.3%
WIWNU 5.5% at 3mmEE, "Center Slow profile" 기반 데이터
사후 결함을 기반으로 한 결함 성능 데이터
평균 SP1 일반 인시던트 >0.16um: 52
평균 SP1 경사 인시던트 >0.16um: 37
모니터 및 더미 웨이퍼 공정 상태
14초 패드 및 웨이퍼 헹굼 단계가 플래튼 1 및 2에 사용되었습니다
1600 웨이퍼 확장 실행을 기반으로 하는 TSDA(Tunable Slurry Delivery Arm)를 사용하여 공정 안정성 및 결함 성능 입증
100번째 웨이퍼마다 측정된 결함 및 두께 모니터링
제거를 기반으로 한 공정 안정성 데이터
3mmEE에서 WTWNU 2.3%
WIWNU 5.6% at 3mmEE, "Center Slow profile" 기반 데이터
TSDA 공정은 표준 슬러리 전달 공정에 비해 제거율이 20% 더 낮습니다.
사후 결함을 기반으로 한 결함 성능 데이터
평균 SP1 일반 인시던트 >0.16um: 52
평균 SP1 경사 인시던트 >0.16um: 37
키워드
추천자료
- 가격150,000원
- 페이지수26페이지
- 등록일2022.07.11
- 저작시기2002.01
- 파일형식파워포인트(ppt)
- 자료번호#1172443

본 자료는 최근 2주간 다운받은 회원이 없습니다.




소개글